20世纪70年代以前:以普通白口铸铁、耐磨球墨铸铁为主;
70年代后:在水泥工业中研发多条新型干法生产线,可靠耐磨性好的高铬铸铁成为一种流行;
80年代高铬锤头得到突破性进展,低铬、 中铬、高铬铸铁相继横空出世并大量投入生产。高铬铸铁与钢双金属复合铸铁也相继使用。在1999年制订了 GB/T8263—1999《抗磨白口铸铁件》。
近年,高铬锤头技术更是层出不穷,相继研制出了马氏体基体、奥-贝基体、马-贝基体的球墨铸铁,我国自主研发了锰白口耐磨铸铁、硼白口耐磨铸铁、钨白口铸铁等。
目前国内市场的主要锤头类型有锻造锤头、高猛钢锤头、高铬合金锤头、硬质合金锤头等,而应用最广泛的是高锰钢锤头和高铬复合锤头。
其中高锰钢锤头在实际使用过程中并不耐磨,使用寿命短,破碎石灰石的锤头一般可工作2-3个月,在有些工况条件下,其使用不到一个星期,高猛钢锤头之所以不耐磨,一是锤头的磨损是以冲刷磨损为主,二是锤式破碎机的锤头在运转过程中所受的冲击力并不大,使高锰钢的锤头加工硬化效果不显著。高铬复合锤头采用了当代进的复合铸造工艺,锤头采用耐磨性的高铬铸铁,锤柄采用韧性的合金钢,集韧性和耐磨性为一体,使产品既耐磨又不断裂,是钢和铁的完美结合,使产品具有良好的耐磨、耐冲击、安全可靠等综合性能。高铬复合锤头的使用寿命是锻造锤头或高锰钢锤头的4倍,价格却是其2倍。
洛阳大华重工所研发的PCZ系列锤式破碎机,为单段锤式破碎机,又为重锤式破碎机,又叫复合锤式破碎机。它的锤头就是高铬复合锤头,集韧性和耐磨性为一体,使产品既耐磨又不断裂,寿命长。锤头全回转,减缓了转子压力;高铬复合锤头,寿命长;锤盘耐磨护圈,维护方便;蜗壳形设计,背部通筋,强度高,耐冲击;直通式破碎腔,无篦条设计,通过量大,不堵料。

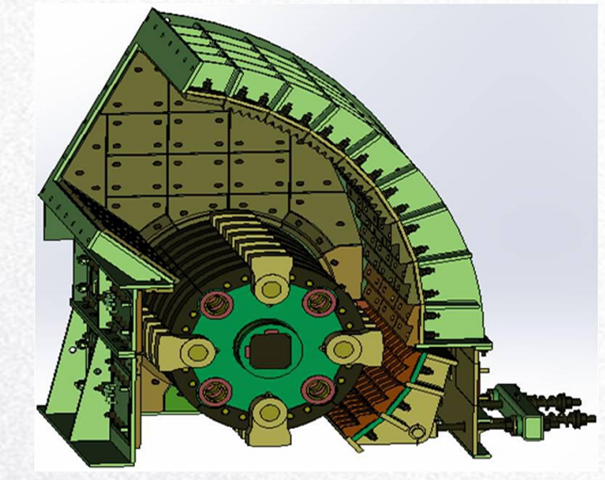
破碎机工作时,待破碎物料经入料口送入破碎腔,高速旋转的转子带动锤头对物料进行第一次打击,物料承受锤头冲击而破碎;获得动能的物料高速撞向反击板,或与物料自相碰撞而再次破碎;物料在碰撞过程中逐渐向破碎腔下部的活动反击板移动,当物料粒度小于锤头与活动反击板之间间隙时,在自重或其他物料的挤压下脱离破碎腔。物料在破碎腔内经过铁打石、石打石、石打铁的多个破碎过程后,从排料口排出。